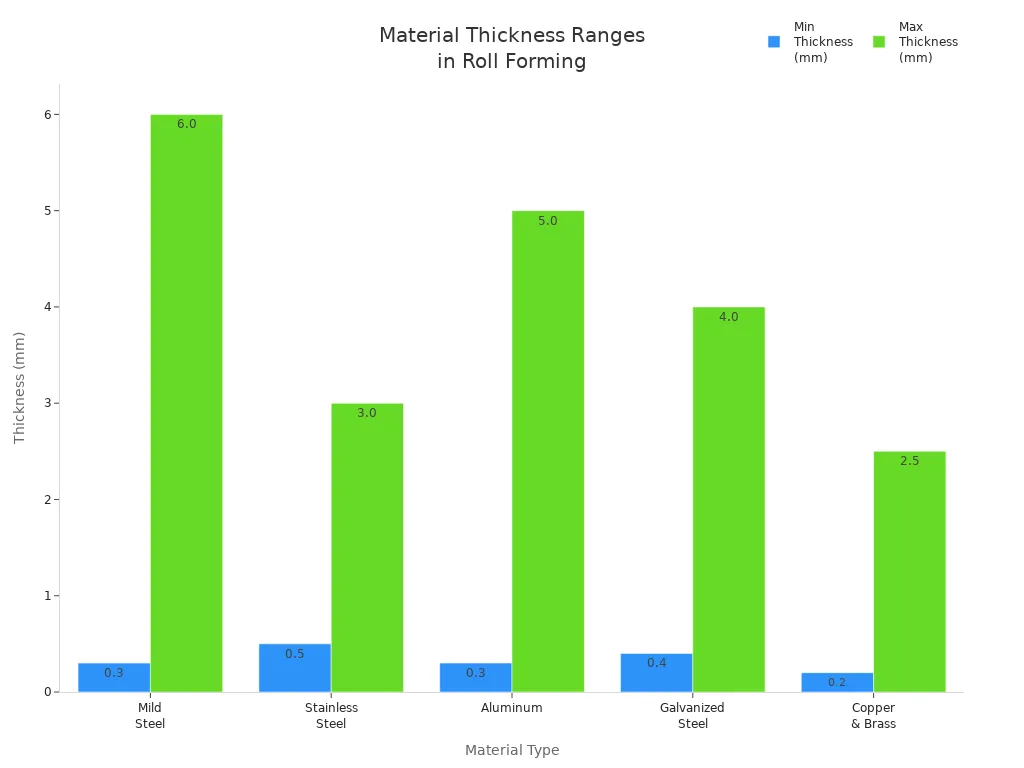
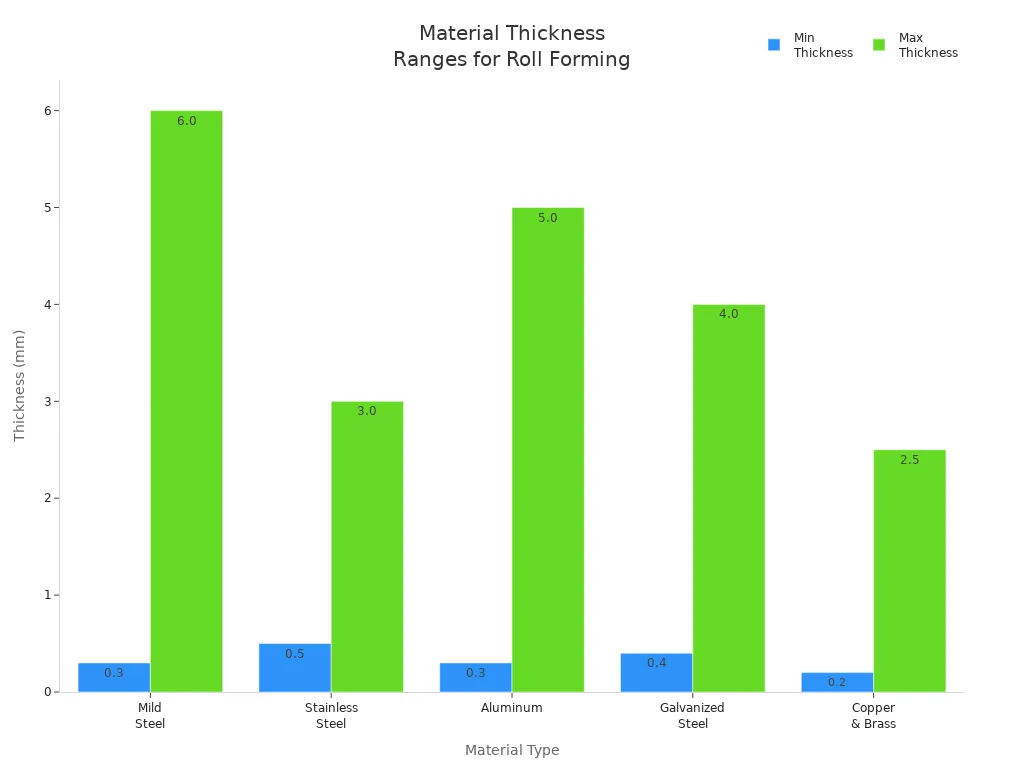
При использовании профилирования толщина материала составляет от 0,2 мм до 10 мм. Толщина зависит от того, что вы делаете. Каждый материал имеет оптимальную толщину для профилирования. Вы можете проверить таблицу ниже, чтобы увидеть некоторые распространенные примеры:
Тип материала | Рекомендуемый диапазон толщины (мм) | Лучшие приложения |
Мягкая сталь | 0,3 – 6,0 | Конструктивные детали, кровельные листы |
Нержавеющая сталь | 0,5 – 3,0 | Автомобили, самолеты, медицинские инструменты |
Алюминий | 0,3 – 5,0 | Легкие конструкции, ОВиК, ограждения |
Оцинкованная сталь | 0,4 – 4,0 | Нержавеющие рамы, строительные детали |
Медь и латунь | 0,2 – 2,5 | Электрические части, накладки для декора |

Выбор правильной толщины материала очень важен для настройки профилегибочного станка. Вы должны подобрать размер вала рулона, сложность формы и силу резания к вашему материалу. BMS Machinery поможет вам выбрать лучшее решение для профилирующего материала любой толщины. Таким образом, вы каждый раз получаете наилучшие результаты формовки.
Ключевые выводы
Выберите правильную толщину материала для профилирования. Это поможет вам получить лучшие результаты и продлит срок службы машины. Изменяйте настройки профилегибочной машины при изменении толщины материала. Это предотвращает ошибки и сохраняет продукт в хорошем состоянии. Более толстые материалы требуют большей мощности и осторожной работы. Всегда проверяйте настройки машины перед началом работы. Используйте BMS Machinery для машин, которым можно доверять. Они работают с разными толщинами и оказывают квалифицированную помощь. Следите за скоростью производства в зависимости от толщины материала. Это позволяет сделать все быстро, но при этом качественно.
Диапазон толщины профилирующего материала
Стандартные толщины в промышленности
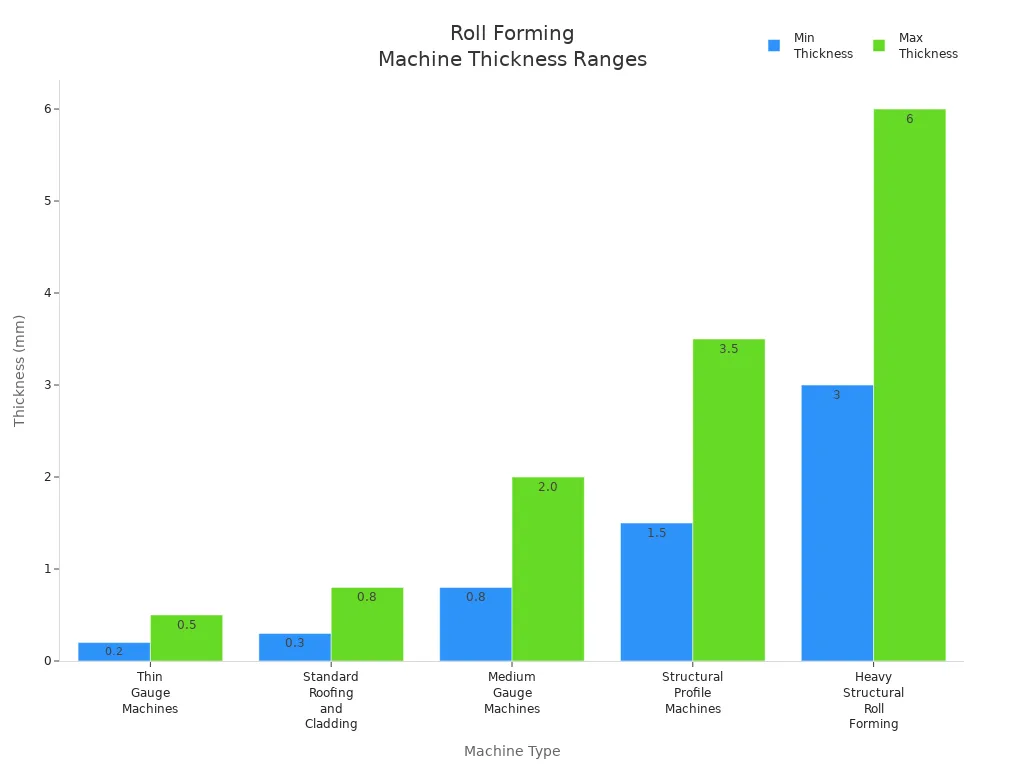
Толщина материала очень важна при профилировании. Каждая машина лучше всего работает с определенной толщиной. Если вы выберете правильную толщину, ваши результаты будут лучше. Ваша машина также прослужит дольше. Промышленность распределяет машины по группам по толщине. Вы можете посмотреть таблицу ниже, чтобы увидеть эти группы:
Тип машины | Диапазон толщины |
Тонкомерные машины | от 0,2 мм до 0,5 мм |
Стандартные кровельные и облицовочные машины | от 0,3 мм до 0,8 мм |
Машины средней колеи | от 0,8 мм до 2,0 мм |
Машины для структурного профиля | от 1,5 мм до 3,5 мм |
Профилегибочные машины для тяжелых конструкций | от 3 мм до 6 мм и более |
Эта таблица поможет вам выбрать подходящую машину для вашей работы. Машины тонкого калибра хороши для легких деталей. Тяжелые конструкционные машины используются для изготовления толстых стальных и прочных рам.
Совет: перед началом работы всегда проверяйте диапазон толщины вашего материала. Это поможет вам избежать проблем с оборудованием и плохого качества продукции.
В таблице ниже показаны наименьшая и наибольшая толщина для каждого типа машины:
При формовке рулонов можно использовать изделия разной толщины. В большинстве проектов используется толщина от 0,2 мм до 6 мм. Это работает для строительства, автомобилей и заводов.
Возможности оборудования BMS
Когда вы выбираете профилегибочную машину, вы хотите знать, какую толщину она может использовать. BMS Machinery производит машины различной толщины. Вы можете доверять BMS Machinery как для тонких листов, так и для толстых профилей.
Вот краткая таблица толщин, поддерживаемых BMS Machinery:
КАТЕГОРИЯ ПРОДУКТА | ТОЛЩИНА МАТЕРИАЛА |
Профилегибочная машина для производства двухслойных кровельных рулонов | 0,3-0,8 мм |
Машины для прогонов C/U/Z/M/L | 1-3 мм/тяжелый режим: 3-6 мм |
Машина для настила пола | 0,8-1,5 мм/тяжелый режим: 1,5-2,5 мм |
Профилегибочная машина для производства рулонной черепицы | 0,4-0,8 мм |
Профилегибочная машина Unistrut | 1,5-2,5 мм |
Машина для обшивки крыш и стен | 0,2-0,8 мм |
Шпилька и направляющая, машина для перегородок из гипсокартона | 0,3-1,0 мм |
Длиннорезательная машина и фальцовщик | 1,0 мм (максимум) |
Гибочная машина | 1,2 мм (максимум) |
Этот диапазон хорош для кровли, стеновых панелей и легких конструкций. Вы можете использовать BMS Machinery для стали, алюминия и других металлов. Машины остаются точными и сохраняют хорошее качество, даже если вы меняете толщину.
BMS Machinery использует новые технологии для достижения отличных результатов. Вы получаете бесперебойную работу, меньше отходов и прочную продукцию. Если вам нужно что-то особенное, BMS Machinery может изготовить станок именно под вашу толщину.
Примечание. Вы всегда можете обратиться в компанию BMS Machinery за помощью в выборе подходящей машины. Их специалисты помогут вам подобрать для вашего проекта лучшее оборудование.
Если вы знаете стандартную толщину и возможности BMS Machinery, вы сможете сделать разумный выбор для своего завода. Это помогает вам каждый раз получать наилучшее качество и производительность.
Влияние толщины материала на формовку рулонов
Нагрузка и производительность машины
Важно знать, как толщина материала влияет на вашу профилегибочную машину . Более толстые материалы требуют более мощных инструментов и большего количества шагов для их придания формы. Тонкие материалы могут быть повреждены, если не обращаться с ними осторожно. Мощность, которую использует ваша машина, меняется в зависимости от толщины. Тяжелые материалы требуют большей мощности и могут быстрее изнашивать вашу машину, если вы не настроите ее правильно. Тонкие материалы проходят через машину быстрее, а толстые замедляют процесс. Также нужно следить за тряской и несовпадением деталей. Эти проблемы могут сделать вашу продукцию менее точной и привести к ошибкам.
Аспект | Объяснение |
Регулировка инструментов | Для более толстых материалов требуются более прочные инструменты и больше шагов, а для тонких материалов требуется бережное обращение. |
Требования к питанию машины | Более тяжелые материалы потребляют больше энергии и могут изнашивать машину, если ее неправильно настроить. |
Скорость производства | Тонкие материалы движутся быстрее, потому что им требуется меньше силы, а толстые материалы замедляют работу. |
Машинный износ | При обработке толстых материалов станок быстрее изнашивается, поэтому нужны прочные детали и регулярные проверки. |
Вибрация и выравнивание | Большая сила со стороны толстых материалов может привести к тряске машины и испортить ее форму. |
Совет: Всегда проверяйте настройки машины перед началом работы. Это поможет вам избежать проблем, связанных с толщиной материала.
Точность и качество профиля
Толщина материала важна для изготовления фигур нужного размера. Толстые материалы меняют способ изгиба и растяжения металла. Вы можете увидеть неправильный размер, волнистые края или изгибы в длинном направлении. Насколько растягивается лист, зависит от его толщины, прочности и формы. Если вы выберете неправильную толщину, ваши детали могут не подойти или не работать должным образом. Вам нужно обратить внимание, чтобы получить лучшие формы.
Вы можете сделать детали лучшего качества, выбрав правильную толщину. Исследования показывают, что на толстых листах меньше ошибок. Например, лист DP600 толщиной 3 мм согнулся меньше, чем лист толщиной 2 мм. Толстые материалы также меньше растрескиваются по краям. DP980 при толщине 2 мм треснул на 20% больше, чем более толстые листы. Вы получаете более качественные детали и меньше ошибок, если подбираете толщину в соответствии со своими потребностями.
Скорость производства
Толщина материала влияет на скорость работы вашей профилегибочной машины. Тонкие материалы движутся быстро, потому что им требуется меньше силы. Толстые материалы замедляют работу машины, поскольку для них требуется больше шагов и мощности. Вы должны сбалансировать скорость и изготовление хороших деталей. Если вы будете работать слишком быстро с толстыми материалами, вы можете сломать машину и потерять точность. Всегда устанавливайте скорость в соответствии с толщиной, которую вы используете, чтобы все было в безопасности и работало хорошо.
Рекомендуемая толщина для различных материалов
Рекомендации по толщине стали
Когда вы работаете со сталью при профилировании, вам необходимо выбрать правильную толщину материала для вашего проекта. Сталь прочная и ее можно использовать для многих целей. Вы увидите разную толщину для разных работ. В таблице ниже показаны распространенные диапазоны толщины и места их использования:
Диапазон толщины | Общие приложения |
1,5–12 мм | Конструктивные каналы и балки |
1,5 мм – 6 мм | Толстые прогоны |
2,5 мм – 4 мм | Ограждения и дорожные барьеры |
1,5 мм – 6 мм | Стальные рамы |
1,5 мм – 3,5 мм | Стеллажи для хранения и промышленные опоры |
2 мм – 6 мм | Компоненты сельскохозяйственной техники |
3 мм – 12 мм | Детали прицепа и шасси |
Если вы хотите сделать прочные детали, такие как балки или ограждения, вам следует использовать более толстую сталь. Для более легких деталей можно использовать более тонкую сталь. Перед началом работы всегда проверяйте толщину материала для профилирования рулонов. Это поможет вам получить наилучшие результаты и сохранить вашу машину в безопасности.
Совет: более толстая сталь требует большей мощности и более мощных машин. Убедитесь, что ваша профилегибочная машина соответствует толщине материала, который вы планируете использовать.
Рекомендации по толщине алюминия
Алюминий легче стали. Вы часто используете его для деталей, которые должны быть легкими, но при этом прочными. При профилировании обычно встречается алюминий толщиной от 0,3 мм до 5 мм. Тонкий алюминий хорошо подходит для воздуховодов, корпусов и панелей HVAC. Более толстый алюминий хорош для рам и опор.
Для легких крышек и панелей используйте толщину от 0,3 до 1 мм.
Для деталей конструкции и рам используйте толщину от 1 до 3 мм.
Используйте толщину до 5 мм для тяжелых условий эксплуатации.
Алюминий легко гнётся, поэтому необходимо тщательно настраивать профилегибочную машину. Всегда проверяйте толщину материала, чтобы избежать трещин или слишком острых изгибов.
Другие материалы
Вы также можете использовать другие металлы при профилировании, например медь, латунь и нержавеющую сталь. Каждый материал имеет свою лучшую толщину. Для меди и латуни вы часто используете толщину от 0,2 до 2,5 мм. Эти металлы мягкие и используются для отделки, украшения или электрических деталей. Нержавеющая сталь тверже и лучше всего работает с толщиной от 0,5 до 3 мм. Вы видите это в медицинских инструментах, автомобильных запчастях и пищевом оборудовании.
Примечание. Всегда подбирайте профилегибочную машину в соответствии с толщиной и типом материала. Это помогает получить плавные формы и качественную продукцию.
Выбор правильной толщины материала для каждого металла поможет вам получить наилучшие результаты при профилировании . Вы всегда будете изготавливать прочные, точные и безопасные детали.
Отрегулируйте профилегибочные машины по толщине материала
Когда вы работаете с профилированием, вам необходимо настроить профилегибочные машины для каждой толщины материала. Эти настройки помогут вам добиться наилучшей формы, избежать повреждения машины и сохранить высокое качество вашей продукции. Вам потребуется изменить зазор ролика, давление, инструмент и настройки калибровки. Давайте рассмотрим каждый шаг.
Зазор и давление ролика
Для каждой толщины материала необходимо установить правильный зазор между роликами. Если вы этого не сделаете, вы можете раздавить тонкие листы или оставить толстые листы незакрепленными. Вот как можно отрегулировать зазор и давление роликов:
Измерьте толщину материала. Если толщина изменяется более чем на ±0,2 мм, отрегулируйте зазор между роликами.
Установите зазор между валками в соответствии с толщиной материала плюс примерно 0,05 мм. Это небольшое пространство помогает листу двигаться плавно.
Для более толстых материалов немного увеличьте зазор и замедлите скорость формовки. Благодаря этому лист не застрянет и не повредится.
Для более тонких материалов уменьшите зазор и увеличьте натяжение полосы. Это предотвратит сминание и скольжение листа.
Если ваша машина имеет автоматические настройки, введите толщину материала на сенсорном экране. Машина отрегулирует зазор за вас.
Совет: Всегда проверяйте давление роликов. Слишком большое давление может истончить металл или вызвать трещины. Слишком малое давление может привести к тому, что профиль потеряет свою форму.
Регулировка инструментов и штампов
Вы также должны отрегулировать инструменты и штампы при изменении толщины материала. Эти детали формируют металл при его прохождении через профилегибочную машину. Вот несколько шагов, которые вам следует выполнить:
Проверьте, нет ли изменений толщины материала, выходящих за нормальные пределы. Даже небольшие изменения могут повлиять на окончательную форму.
Посмотрите на свойства материала. Более твердые или мягкие металлы требуют разных настроек инструмента для каждого изгиба.
Сбалансируйте потребность в хорошем качестве со скоростью производства. Иногда вам нужно замедлиться, чтобы получить лучшие результаты.
Вы можете использовать эту таблицу для внесения корректировок:
Аспект модификации | Описание |
Калибровка | Установите как вертикальные, так и горизонтальные зазоры. Убедитесь, что каждый проход совпадает со следующим. |
Вертикальный зазор между инструментами | Отрегулируйте верхний инструмент для самого толстого материала. Используйте щуп, чтобы проверить наличие небольшого сопротивления. |
Межпроходное выравнивание | Убедитесь, что каждый проход инструмента совпадает. Для достижения наилучших результатов зазоры не должны превышать 0,010 дюйма. |
Изменения толщины материала могут накапливаться и привести к тому, что поперечное сечение будет иметь неправильный размер.
Вам необходимо сохранить одинаковые характеристики материалов, чтобы избежать дополнительных отходов и замены инструментов.
При формовке рулонов используются фиксированные углы, поэтому необходимо тщательно подстраиваться под каждую новую толщину.
Процедуры калибровки
Калибровка обеспечивает правильную работу вашей профилегибочной машины. Вы должны проверять и настраивать станок каждый раз, когда меняете толщину материала. Вот пошаговое руководство:
Установите зазор между верхним и нижним роликами в размере от 1,0 до 1,05 толщины материала. Если зазор слишком мал, вы утончите металл. Если он будет слишком свободным, профиль не будет держать форму.
Если вы перейдете на более твердый материал, например, на высокопрочную сталь, увеличьте прижимное давление и затяните боковые ролики. Это помогает держать форму.
Вставьте лист известной толщины между роликами. Отрегулируйте верхний ролик, пока не достигнете нужного зазора. Повторите это с разной толщиной, чтобы проверить точность.
С помощью линейки или измерительного инструмента убедитесь, что верхний и нижний ролики параллельны. При необходимости отрегулируйте крепления или прокладки.
Поверните ролики вручную, чтобы проверить проскальзывание. Если ролики скользят, отрегулируйте натяжение или используйте противоскользящий состав.
Примечание. При настройке машины всегда учитывайте тип и толщину материала. Некоторым металлам требуется большее давление или дополнительная смазка.
Калибровку следует проверять во время настройки и регулярного обслуживания. Это обеспечивает точность отслеживания полосы и предотвращает искажение профиля. Если вы настроите профилегибочные машины для каждой толщины материала, вы получите лучшие результаты и продлите срок службы машины.
Распространенные проблемы, связанные с неправильной толщиной материала
Дефекты и проблемы качества
Если использовать материал неправильной толщины, можно получить множество проблем. Эти проблемы могут привести к тому, что готовые детали будут выглядеть плохо или работать неправильно. Некоторые проблемы возникают, когда материал слишком толстый или слишком тонкий для вашей машины. Вы можете увидеть трещины, морщины или неправильные формы. В таблице ниже показаны некоторые распространенные проблемы, причины их возникновения и способы их устранения:
Проблема | Причина | Решение |
Растрескивание края | Давление формовки слишком высокое для толщины материала | Уменьшите давление формовки, используйте больше проходов формовки. |
Проблемы пружинного возврата | Тонкие материалы, изгибающиеся за пределами допуска | Отрегулируйте зазор роликов, добавьте дополнительные опорные ролики. |
Поверхностные морщины | Недостаточная поддержка тонких материалов | Увеличьте контакт роликов, отрегулируйте скорость формования. |
Чрезмерный износ роликов | Толстый материал, создающий слишком большое трение | Увеличьте смазку, используйте ролики из закаленной стали. |
Неправильные размеры профиля | Материал слишком толстый или слишком тонкий для настроек машины. | Отрегулируйте зазор роликов, повторите калибровку проходов формовки. |
Перед началом работы Это поможет вам избежать проблем и сохранить детали в хорошем состоянии. всегда следует проверять толщину материала .
Износ и повреждение машины
Использование материала неправильной толщины может повредить вашу профилегибочную машину. Если вы используете толстый материал, машине потребуется больше усилий для его придания формы. Это может привести к более быстрому износу роликов и других деталей. Если вы используете тонкий материал, ролики могут плохо его удерживать. Это может привести к соскальзыванию листа или расклешению его концов.
Слишком большое усилие формования является большой проблемой для профилегибочных машин. Если сила выше той, для которой предназначена машина, все может пойти не так. Машина может выйти из строя, а детали могут оказаться неправильными. У вас также может быть больше ошибок и отходов.
Вам необходимо установить зазор между роликами для каждой толщины материала. Если вы этого не сделаете, вы можете увидеть дополнительные изгибы или расширения в деталях. Правильная настройка машины обеспечит ее безопасность и качество деталей.
Решения для устранения неполадок
Вы можете решить многие проблемы, проверив настройки профилирования. Если вы заметили ошибки или износ машины, попробуйте выполнить следующие действия:
Проверьте, выровнены ли ролики, и следите за толщиной материала.
Измените давление ролика, чтобы оно соответствовало материалу.
Убедитесь, что вы используете достаточно масла или смазки для плавной работы.
Чаще осматривайте свою машину, чтобы своевременно обнаружить проблемы.
В таблице ниже представлено краткое руководство по устранению проблем:
Проблема | Возможные причины | Решение |
Неправильная толщина материала | Несоосные ролики, несоответствующая толщина материала. | Проверьте выравнивание роликов, проверьте толщину материала, отрегулируйте давление роликов. |
Если вы выполните следующие действия, ваша профилегибочная машина будет работать лучше. Всегда подбирайте толщину материала в соответствии с настройками вашей машины. Это поможет вам изготавливать качественные детали и обеспечит безопасность вашей машины.
Лучшие практики для тонких и толстых материалов
Работа с тонкими материалами
При работе с тонкими материалами при профилировании необходимо соблюдать особую осторожность. Тонкие листы могут сморщиться, порваться или соскользнуть, если вы неправильно настроите машину. Вот несколько рекомендаций, которым вам следует следовать:
Хорошо обучайте своих операторов . Они должны знать, как управлять и обслуживать машину.
Часто смазывайте инструменты. Это уменьшает трение и продлевает срок службы инструментов.
Используйте оптимизацию процессов, чтобы обеспечить бесперебойность производства и сократить время простоев.
Применяйте идеи бережливого производства. Это поможет вам использовать меньше материала и ускорить установку.
Инвестируйте в передовые технологии. Новые машины лучше справляются с тонкими листами и допускают меньше ошибок.
Если вы будете следовать этим шагам, вы предотвратите дефекты и обеспечите бесперебойную работу вашей линии профилирования.
Обработка толстых материалов
Толстые материалы требуют мощных машин и тщательного планирования. Вы должны подумать о многом, прежде чем приступить к формовке толстых листов:
Проверьте толщину материала. Для более толстых листов нужны более крупные машины и более прочные валы.
Посмотрите на тип материала. Для более мягких металлов может потребоваться меньше изгибов.
Подумайте о пределе текучести . Более прочные металлы требуют других настроек станка.
Следите за удлинением. Если металл растягивается сильнее, возможно, вам придется замедлить работу машины.
Посчитайте количество изгибов. Больше поворотов означает, что вам нужно больше станций.
Измерьте общую степень изгибов. Это влияет на размер машины и двигателя.
Проверьте высоту и ширину секции. Для более крупных деталей нужны более крупные валы.
Решите, будете ли вы вырезать или пробивать отверстия до или после формовки. Некоторые формы лучше подходят для последующей резки или перфорации.
Вы должны подобрать свою машину для работы. Это обеспечит прочность вашей продукции и безопасность вашей машины.
Стратегии оптимизации оборудования BMS
BMS Machinery предоставляет вам инструменты и поддержку для обработки рулонного материала любой толщины. Вы можете использовать их машины как для тонких, так и для толстых материалов. Вот несколько способов, которыми BMS Machinery может вам помочь:
Вы получаете машины с автоматической регулировкой под различную толщину материала.
Вы можете заказать специальные машины для особых проектов.
Вы получаете обучение и поддержку от экспертов.
Вы используете передовые технологии, которые сокращают отходы и повышают качество.
С BMS Machinery вы можете быть уверены, что процесс профилирования будет гладким и эффективным. Вы всегда будете изготавливать качественные детали.
Оптимизация скорости и отходов по толщине
Баланс между скоростью и качеством
Вы хотите сделать как можно больше деталей, но также хотите, чтобы каждая деталь выглядела и работала правильно. При использовании профилирования необходимо найти оптимальную скорость для вашей линии . Если вы будете работать на машине слишком быстро, вы можете столкнуться с такими проблемами, как перекрученные панели, волнистые края или непрямые разрезы. Эти проблемы могут снизить качество готового продукта.
Вот некоторые вещи, которые следует помнить при настройке скорости профилирования:
Высокая скорость может помочь вам изготовить больше деталей, но она также может привести к большему количеству ошибок.
Если вы будете двигаться слишком быстро, ваша машина может трястись или вибрировать, что может повредить форму вашего продукта.
Большинство линий профилирования работают со скоростью от 10 до 50 метров в минуту.
Если вы видите дефекты, такие как изгиб или перекручивание, замедлите леску, чтобы повысить точность.
Всегда проверяйте детали по мере их поступления. Если вы видите проблемы, регулируйте скорость, пока не получите наилучшие результаты.
Совет: правильная скорость зависит от толщины вашего материала и формы, которую вы хотите сделать. Для более толстых материалов часто требуется более низкая скорость, чтобы сохранить правильную форму.
Сокращение материальных отходов
Вы можете сэкономить деньги и помочь окружающей среде, используя меньше материала в процессе формования рулонов. Потери часто случаются, когда вы используете неправильные настройки или не адаптируете машину к толщине профилирующего материала. Вы можете выполнить следующие шаги, чтобы уменьшить количество отходов:
Прежде чем приступить к работе, измерьте толщину материала. Это поможет вам правильно настроить ролики и давление.
Используйте машины, которые позволяют быстро менять настройки . Это поможет вам переключаться между работами с меньшим количеством отходов.
Научите свою команду выявлять ошибки на ранней стадии. Если вы быстро обнаружите проблемы, вы сможете остановить расточительство до того, как оно вырастет.
Следите за тем, чтобы ваши инструменты были острыми, а машина — чистой. Тупые инструменты и грязные ролики могут стать причиной неправильных форм и появления лишнего мусора.
Планируйте разрезы и изгибы так, чтобы использовать как можно большую часть листа.
Когда вы обращаете внимание как на скорость, так и на отходы, вы получаете больше качественных деталей и меньше тратите на материалы. Вы также поможете вашей профилегибочной машине прослужить дольше и работать лучше.
BMS Machinery позволяет изменять зазор между валками для различной толщины. Их машины мощные и помогают изготавливать хорошие детали. Если вам нужна дополнительная помощь, посмотрите таблицу ниже или обратитесь за советом к BMS Machinery.
Для получения дополнительной помощи ознакомьтесь с передовыми практиками или поговорите с BMS Machinery, чтобы получить ответы специально для вас.
Часто задаваемые вопросы
Что произойдет, если при профилировании использовать материал неправильной толщины?
Вы можете получить трещины, волны или неправильные формы. Машина также может изнашиваться быстрее. Всегда проверяйте толщину перед началом работы, чтобы избежать этих проблем.
Как заменить профилегибочную машину на разную толщину?
Отрегулируйте зазор между роликами в соответствии с вашим материалом. Используйте органы управления машиной или ручные настройки. Проверьте давление и выравнивание. Сначала проверьте образец листа.
Может ли одна профилегибочная машина работать как с тонкими, так и с толстыми материалами?
Некоторые машины могут работать с бумагами разной толщины. Нужно смотреть характеристики машины. У BMS Machinery есть модели с регулируемыми настройками для разной толщины.
Почему толщина материала меняет скорость производства?
Более толстые материалы требуют большего усилия и медленнее проходят через машину. Тонкие материалы движутся быстрее. Вы должны найти правильный баланс между скоростью и качеством для достижения наилучших результатов.